A given hole is considered a deep hole when the length to diameter ratio exceeds, 10:1. The most productive way to create a deep hole is through the technique of deep hole drilling. Deep hole drilling is also known as BTA Drilling or Ejector Drilling. It is not uncommon for hole length to diameter ratios to exceed 150:1.
Methods of Deep Hole Drilling
The three main methods of deep hole drilling are achieved through workpiece rotation, tool rotation or counter rotation of the workpiece and tool. The machine then carries the tool through the workpiece. Rigidity and setup alignment are important during the cut. The workpiece and drill tube should be sufficiently supported. It is important for the machine, drill tube, drill head and workpiece to be in alignment with one another and turning concentric.
Key Parameters
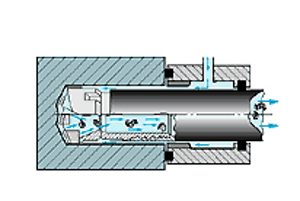
The 3 key parameters to consider when using a BTA or Ejector drill are spindle speed, linear feed rate or penetration rate and chip formation. Spindle speed is a material dependent variable. As the operator can run at higher spindle speeds or surface feet per minute, the time to produce the hole will decrease. The feed or penetration rate is partially depended on the material, but it is mostly depended on the diameter of the drilling head. We have provided feed and speed information to be used as a key tool in our resources tab (link here). Finally, chip formation is important to be sure the drilling system can evacuate the chips. EJ Company provides multiple chip breakers to make the user successful in multiple materials.
At EJ Company, we can provide you with products for both, BTA and Ejector, drilling applications. Our products are manufactured to high standards with quality at the forefront. Together, as partners, we strive to bring your cost per hole to the cheapest possible level through our deep hole drilling solution productivity improvements and smarter machine utilization.