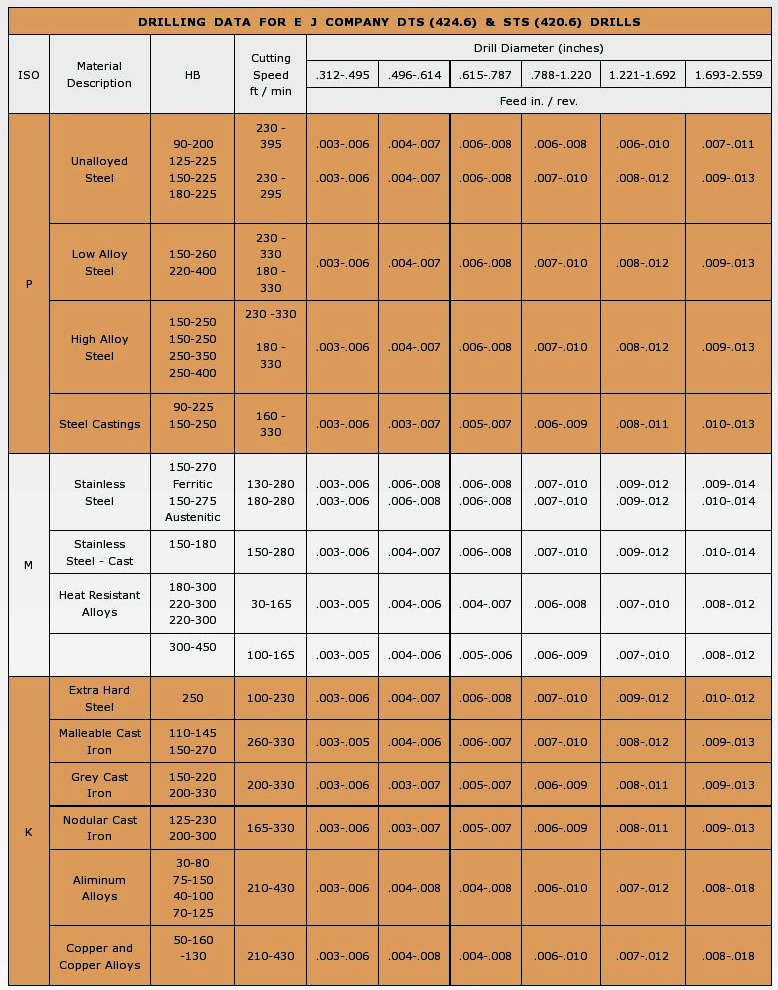
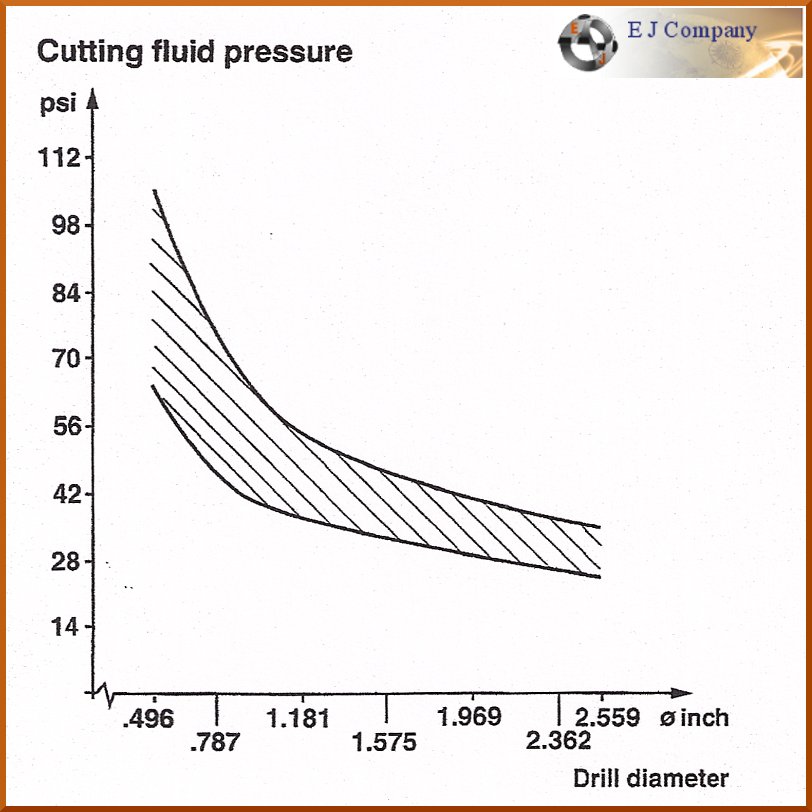
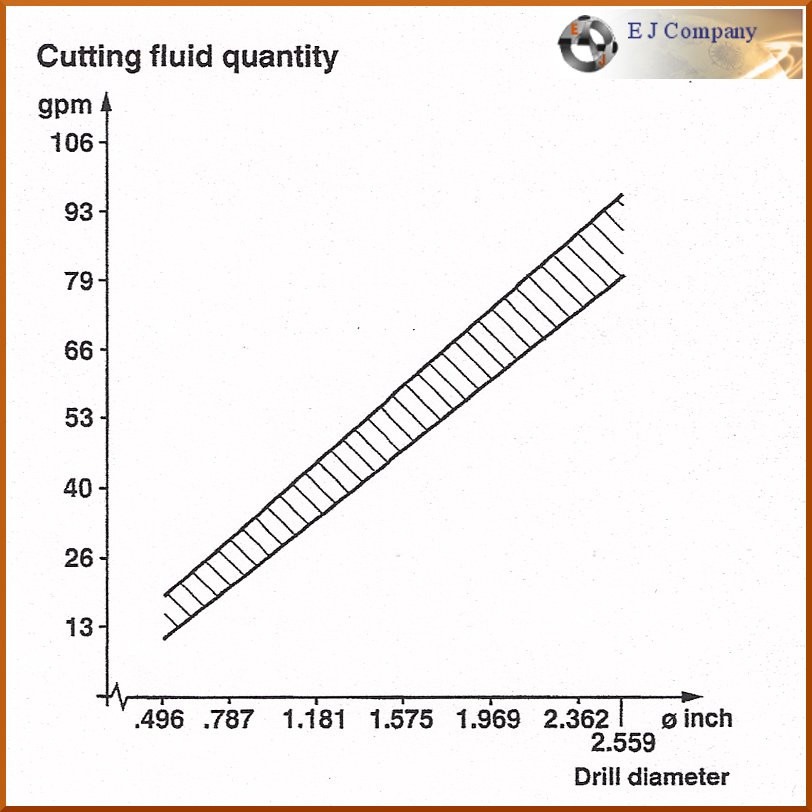
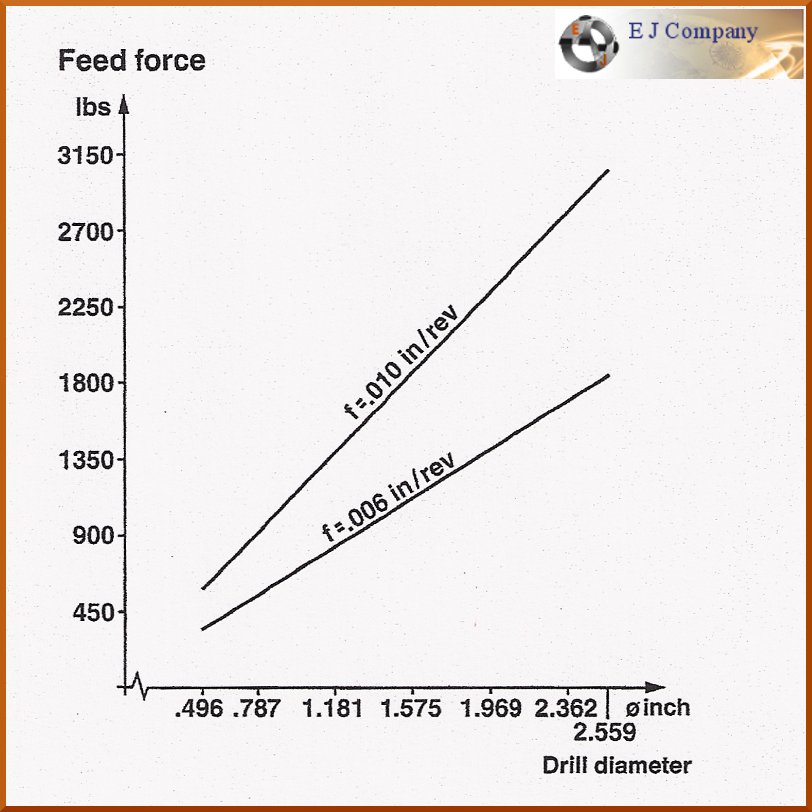
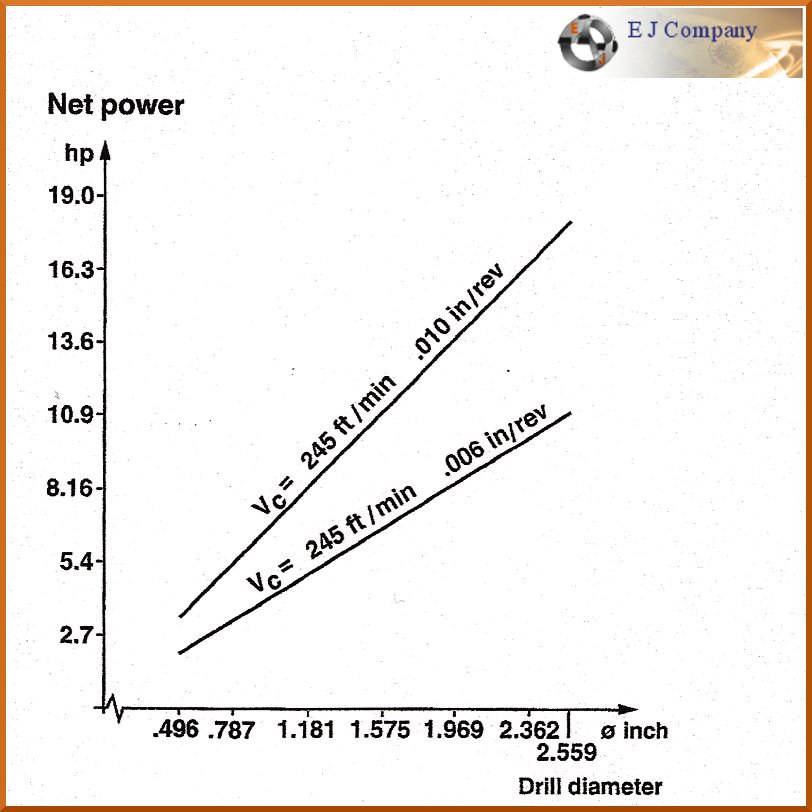
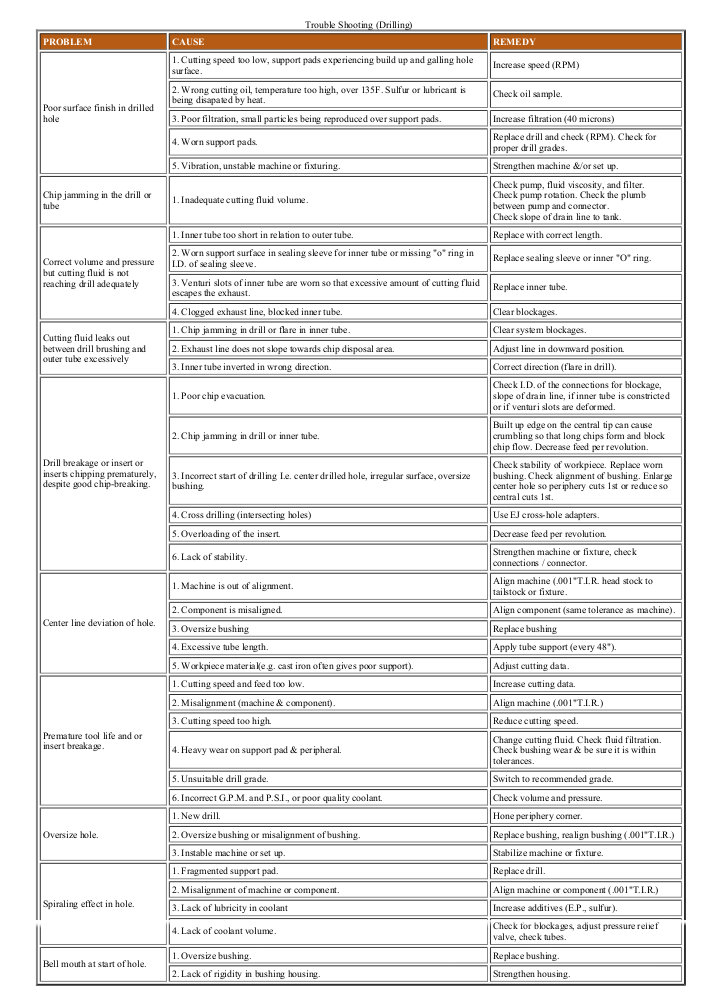
Resources Drilling Data Click to enlarge Drilling Data (PDF) Graphs Cutting Fluid Pressure Cutting Fluid Quality Feed Force Net Power Charts (PDF) Return Merchandise Authorization Form OnLine Form RMA_form_1 Troubleshooting Click to enlarge Troubleshooting (PDF)